脳神経外科顕微鏡用ハサミの開発
はじめに
脳神経外科顕微鏡用ハサミの開発は、私が東京労災病院在籍時代に東京工業大学大竹研究室、株式会社iMott(東工大発ベンチャー40号)松尾社長との共同研究で行ったものである。当時既に株式会社iMottは、摩耗せずに切れ味の鋭いハサミとして刃の表面にsegmented DLC(diamond like carbon)を coatingする技術を開発していた。
ハサミ(鋏)は対象物を刃で挟み込むことによって、対象物を切断する道具である。脳神経外科で使用するハサミは、2枚の金属をX字型に組み合わせて、刃と刃が合わさるようになっている。2枚の刃の部分が作用点、刃をつなげる部分が支点、持ち手の部分が力点になる。刃の接触点に剪断する力が集中し、刃の交叉する角度はわずかに相手側の刃先に被さっており、これを“がじり”または“すり合わせ”という。刃先を擦るように閉じながら、切っていくのである。刃先が厚ければ厚いほど、強く刃先を交叉させることが出来、がじりは強くなり、硬い物でも切れる。しかし、脳神経外科の手術では、硬い物を切ることは想定されず、刃先は薄く切れ味が鋭いことが要求される。刃先が薄い時、刃先が鋭利でなくなれば、ものを切ることは出来なくなり、刃先でものを挟んでしまうことになる。挟まないためには、交叉する角度を強くすることになる。一般に脳神経外科の手術では、硬いものを切ることは想定されていない。むしろくも膜のような薄い組織を切り分けて、手術が進行するほうが多い。そのため、脳神経外科顕微鏡用ハサミでは、がじりよりも鋭利な刃先のすり合わせが大切になる。切れるハサミとは、刃先が鋭利で摩耗せず、がじりがそれほど強くないハサミで、この調整が極めて難しい。
現在の脳神経外科顕微鏡用ハサミの制作は、匠の技術によって板材から作成するものである。そのため、1本の顕微鏡用ハサミ作成にかかる時間は、少なくとも3か月を要する。また匠の技術力を持っている技術者は年々減少傾向にある。顕微鏡用ハサミの刃の部分の合わせ方、つまり“がじりとすりあわせ”が微妙な調整を有するものであり、大量生産が未だに出来ない大きな理由であった。一方、顕微鏡用ハサミは臨床では切れなくなった時砥ぎに出す。しかし切れなくなる前に顕微鏡下でしか確認できないハサミの先端を術後の医療機器洗浄の時に不用意に曲げてしまったために修理に出すことが圧倒的に多い。顕微鏡ハサミを修理に出すと約1-3か月は戻ってこないのが現状である。もし刃先の部分だけでも機械化により大量生産が出来れば、そして匠が製作するモノと同じように鋭利であれば、大量生産が可能になり、刃先が曲がっても修理の時間も必要なくなり、日本の顕微鏡用ハサミは大量生産が可能となり世界を席巻するのも夢ではない。そのためには強い“がじり”を可能にするために刃先の材料をゴムメタルで可能にし、がじることによって生じる刃先先端の摩耗を軽減するためにDLCを行う。しかし通常のDLC coatingでは刃先全体が硬くなりゴムメタルの特性が消失するので、それを防ぐためにDLCをミクロのタイル状にしてcoatingするsegmented DLC coating加工を刃先に行う。これによって刃先はがじりに十分耐えるほど曲がり、さらに耐摩耗性も10倍以上向上するモノが出来上がった。この刃先は、薄いのも特徴であり、微妙なすり合わせもできた。
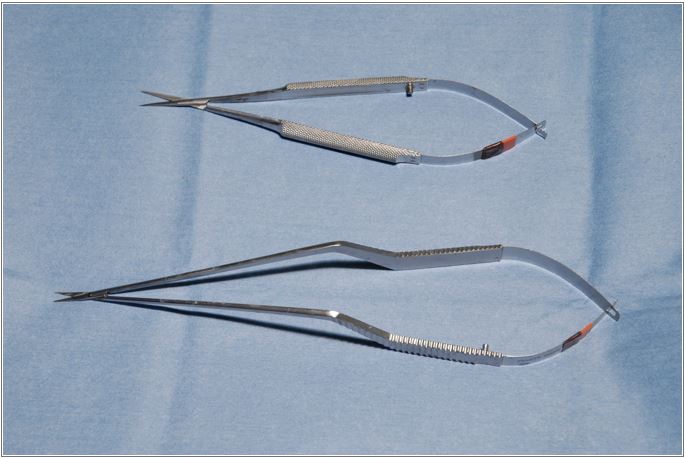
上図が浅い術野で使用するハサミであり、下図がバイオネットタイプのハサミで、深い術野で使用するハサミである。両者ともに先端の刃先の鋭利さ、耐摩耗性、すり合わせ、がじりが命である。
ゴムメタルとは
ゴムメタルの特性とは、(株)豊田中央研究所が開発した超弾性チタン合金で、フラクタル構造を持った新材料で、金属でありながらゴムのような性質を示す不思議な合金である。ゴムのように柔らかくしなやかで、しかも純チタンよりも高強度で腰が強い。一般の金属は加工すればするほど硬くなる性質(加工硬化)を持っているが、ゴムメタルは加工によって一切 硬くならず、無限のプレス加工性を有し、熱にも強く、溶接しても軟化しない。すなわち加工しやすい金属材料である。また、一般のステンレス系合金よりもはるかに錆びにくく軽く、しかも限りなく人体にやさしい生体適合性に優れた金属である。
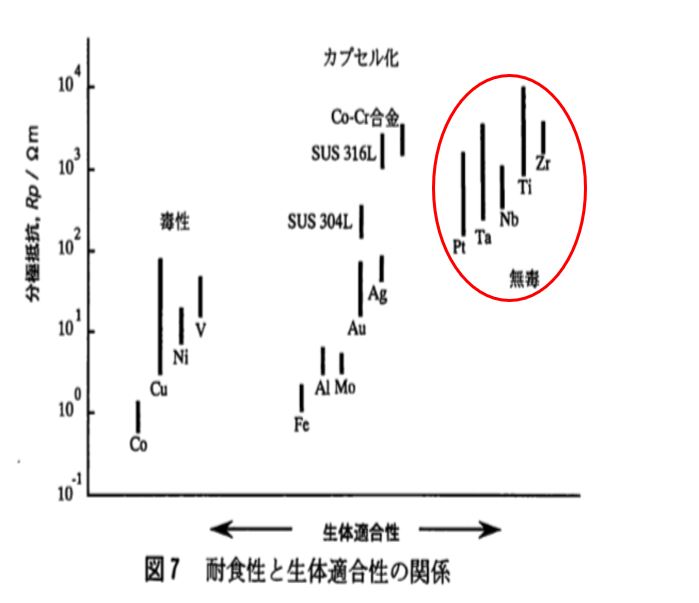
上表で 赤枠で囲んだ部分が「無毒」とされている元素であり、左からPt,(プラチナ)、Ta(タンタル)、Nb(ニオブ)、Ti(チタン)、Zr (ジルコニア)である。今回のハサミに使用しているゴムメタルはTi-36Nb-2Ta-3Zr-O(mol%) でいずれも毒性の無い元素で構成されている。
DLC(diamond like carbon)とは
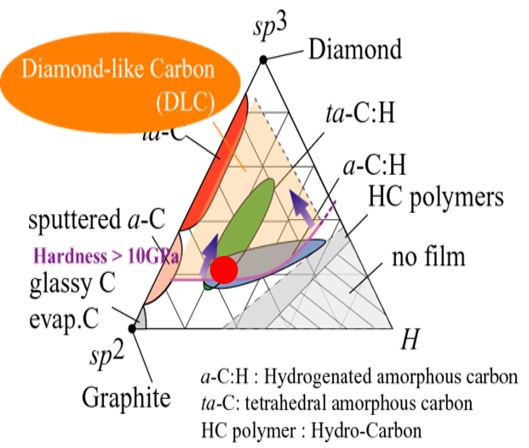
DLCは炭素の結晶状態の異なるSP3(ダイヤモンド)とSP2(グラファイト) と水素が非晶質(アモルファス)状態の薄幕である。赤丸で示した部分がiMott製造のS-DLCである。すでにDLCはステントなどの材料として身体内に用いられており、生体親和性があることが証明されている。
DLCのsegment加工とは
DLCの膜を数百mのタイル状にして、はさみの刃先にcoatingする技術である。これは東京工業大学、大竹尚登教授によって開発された技術であり、この技術とゴムメタルによって出来上がったのが、今回の刃先である。
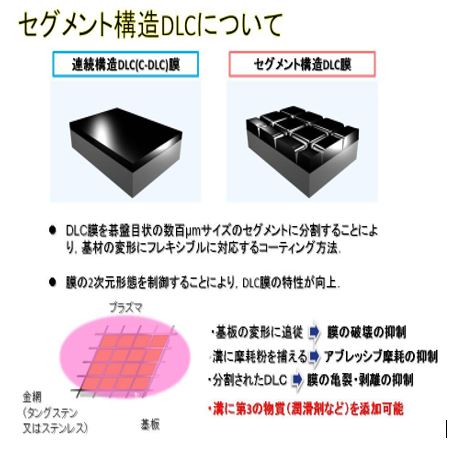
このようにゴムメタルという素材でハサミの刃先を作り、刃先の鋭利を持続させ、摩耗性を低減させるためにsegmented DLCでcoatingしたハサミは、匠が調整する微妙な“がじりとすり合わせ”を強めにすることが可能になり、微妙な調整の範囲が広がり、大量生産が可能となった。 現在大量生産に向かって、製品化が進行中である。